
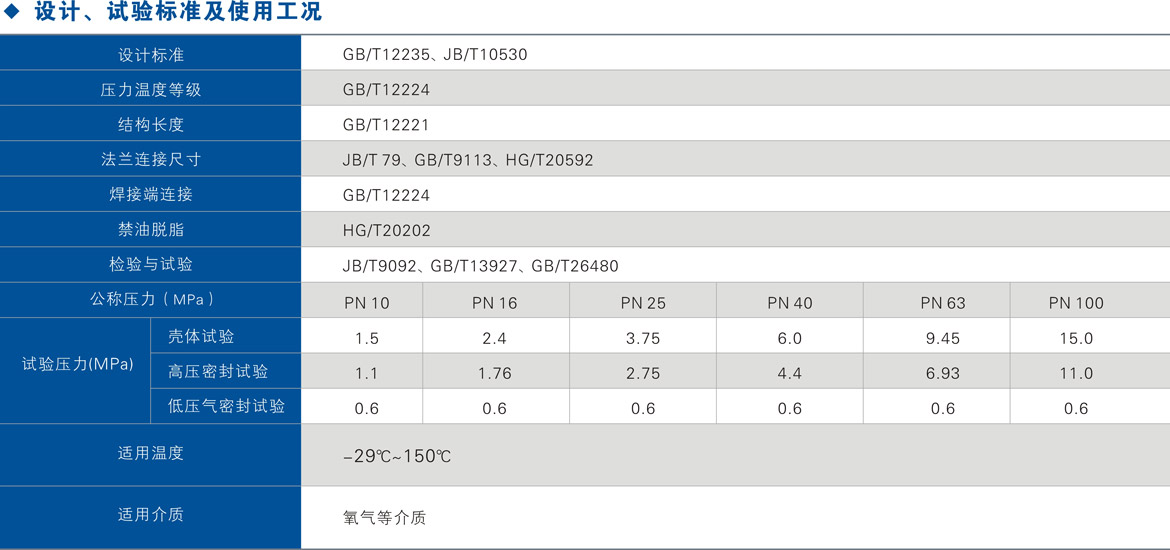
①设计制造标准严格按照禁油脱脂工艺生产,所有零件在安装前均进行严格的脱脂处理,属于氧气介质专用阀门,具有气密性强、安全性强等特点。
②截止阀是依靠阀杆压力,使阀瓣密封面与阀座密封面紧密贴合,阻止介质流通,属于强制密封式阀门。
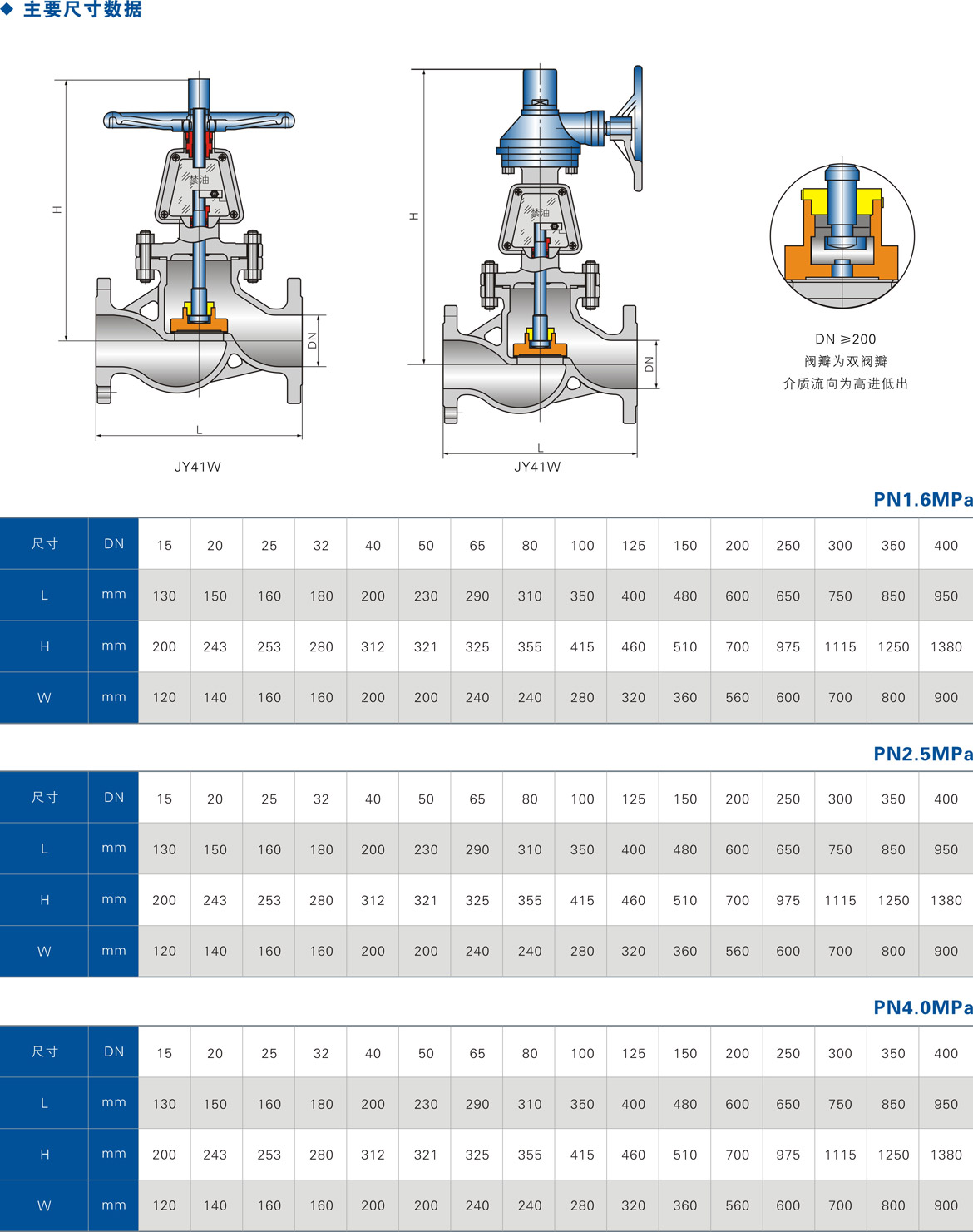
③介质流向有“低进高出”和“高进低出”两种,只许介质单向流动,安装时有方向性。
④结构简单,制造和维修比较方便,工作行程小,启闭时间短。
⑤氧气截止阀常适合作为切断使用。
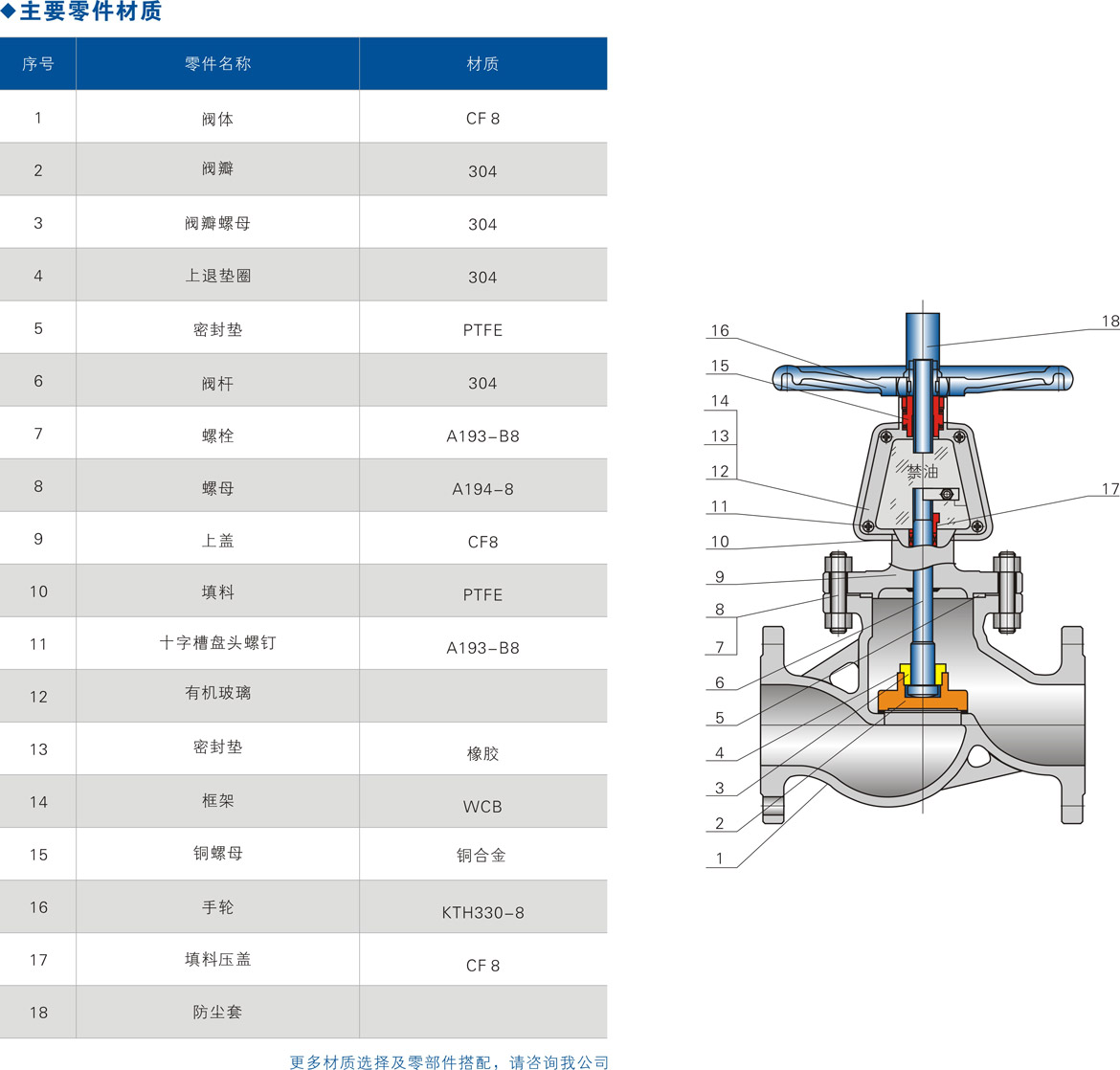
⑥主体材料、内件材料、填料、垫片、紧固件的材料可根据用户要求或实际工况条件合理组合。

①铸钢截止阀设计制造按照GB/T12235
②锻钢截止阀设计制造按照:JB/T 7746
③检验和试验按照GB/T 13927、GB/T26480
④法兰连接按照GB/T79、HG/T20592、GB/T9113
⑤对焊端: GB/T12224
⑥承插焊端: JB/T 7746
⑦结构长度: GB/T12221
⑧温压等级: GB/T12224

①禁油脱脂结构:该产品具有防尘、防水、防油污装置,所有与氧气接触的阀件在组装前均经过严格脱脂和禁油措施,可确保使用时安全可靠。
②启闭件(阀瓣)设计:通常采用平面密封阀瓣,密封面可根据用户要求堆焊金材料或镶嵌非金属材料。
③阀盖中道垫片形式:氧气阀密封垫片均采用聚四氟乙烯(PTFE),达到禁油脱脂的效果。
④填料密封:均采用V型聚四氟乙烯(V-PTFE),达到禁油脱脂的效果。填料与頃料函接触的表面粗粘3度为0.2um,可以保证阀杆与填料接触面接合紧密但是旋转自如,经过精密的机械加工的阀杆密封面粗糙度0.8μm可以保证阀杆可靠的密封。
⑤弹簧加载填料冲击系统:如果客户要求,可采用弹簧加载填料沖击系统提高填料密封的持久性和可靠性。
⑥操作形式:一般情况下采用手轮驱动或者齿轮传动方式,可根据用户需要采用链轮传动或者电装驱动。
⑦倒密封设计:我公司提供的所有截止阀都有倒密封设计,通常情况下,碳钢截止的阀座设计采用分离式倒密封结构,不锈钢截止阀的倒密封是直接加工或者是焊后加工。当阀门在全开位置时,倒密封的密封面非常可靠。
⑧阀杆设计:采用整体锻造工艺制成,按照标准要求确定最小直径。
⑨阀杆螺母:通常情况下,阀杆螺母材料采用铜合金。可以根据用户要求采用高镍铸铁等材料,对于大口径的截止阀:阀杆螺母和阀杆之间设计有滚动轴承,可以有效减小截止阀的开启力矩使阀门可以轻松开关。

 360虚拟之旅
360虚拟之旅 手机站
手机站




-115747.jpg)